🎯 Une pièce de liaison doit s'assembler du premier coup : la tolérance dimensionnelle se joue dès la conception de l'outillage et se valide par Échantillons Initiaux.
🔩 Le choix de la matière anticipe le retour élastique (module de Young) pour garantir un angle exact, série après série.
🛡️ Cinq finitions selon l'exposition à la corrosion, du brut au Zinc Magnélis auto-cicatrisant.
🏭 Conception, outillage, emboutissage et contrôle réunis sous un même toit en Moselle.
Une pièce de liaison paraît souvent anodine : quelques plis, un ou deux trous, parfois une fonction de butée. Pourtant, c’est précisément sur ce type de pièce que se joue la réussite, ou l’échec, d’un assemblage complet. Chez KUCHLY, les pièces de liaison représentent une grande partie de notre activité quotidienne, et nous savons combien chaque paramètre, du plus visible au plus invisible, conditionne le résultat final.

Une pièce de liaison, bien plus qu'une simple équerre pliée
Une pièce de liaison sert à connecter deux éléments entre eux, à les positionner précisément l’un par rapport à l’autre, et parfois à jouer un rôle de butée mécanique en limitant un mouvement ou en imposant un point d’arrêt. Pour remplir cette fonction, la tôle est découpée puis pliée à plusieurs reprises afin de former des pattes de fixation à des hauteurs différentes, avec des perçages calibrés, circulaires pour le passage de vis, oblongs lorsqu’un réglage est nécessaire, et des découpes en escalier qui permettent à la pièce de s’encastrer exactement dans son élément voisin.
Autre caractéristique appréciée des bureaux d’études : la liaison obtenue est le plus souvent démontable. L’assemblage se fait par vis et écrous à travers les perçages calibrés, sans soudure, ce qui simplifie le montage sur ligne comme les opérations de maintenance ultérieures, tout en maintenant les éléments dans une position précise et répétable.
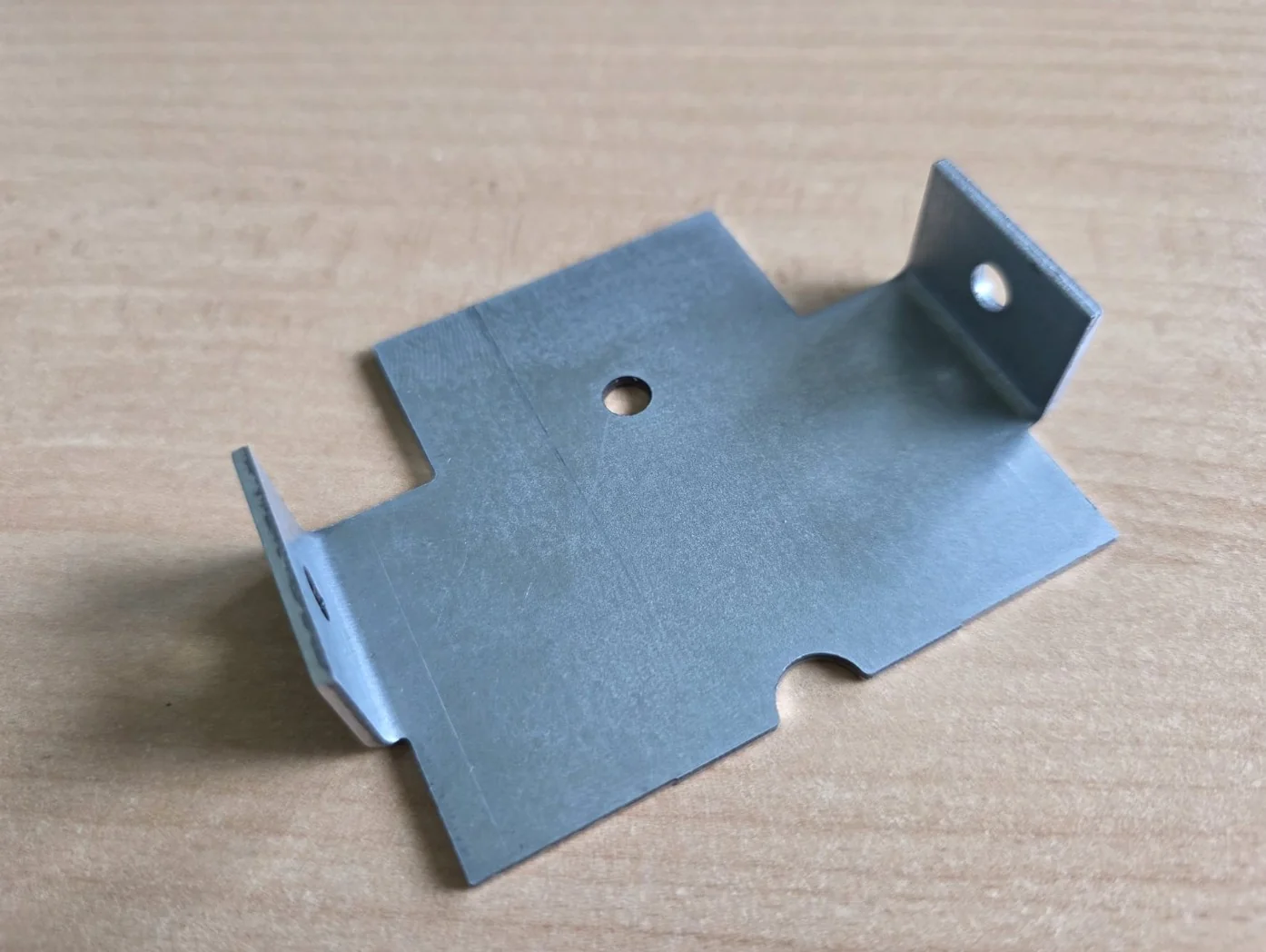
C’est typiquement le genre de géométrie que nous produisons au quotidien, à l’image de cette pièce de butée basse sortie de nos presses : plusieurs plis à 90°, des pattes de hauteurs différentes pour s’adapter à un profil, un perçage de positionnement central et des découpes qui assurent un guidage sans jeu excessif. Chaque pli, chaque cote, chaque rayon a une raison d’être : la pièce doit s’assembler du premier coup, sans retouche, sur toute la série.
La tolérance dimensionnelle, première condition de la liaison
Une pièce de liaison ne fonctionne que si elle s’assemble correctement avec sa pièce complémentaire, dans le respect d’un jeu fonctionnel défini au plan. Trop serrée, elle ne s’assemble pas ou génère des contraintes mécaniques indésirables. Trop lâche, elle introduit du jeu, des vibrations, voire un défaut d’alignement qui se répercute sur l’ensemble du produit fini.
Sur une pièce emboutie et pliée, cette tolérance ne dépend pas d’un seul paramètre. Elle résulte de la tolérance de découpe, de la précision de l’angle de pliage, du retour élastique de la matière après formage, et de la position des perçages les uns par rapport aux autres. C’est pour cette raison que nous intégrons ces contraintes dès la conception de l’outillage d’emboutissage, et non en correction après coup. Avant tout lancement en série, nous validons la conformité réelle de la pièce via des Échantillons Initiaux (EI), contrôlés par rapport au plan et au modèle 3D du client. C’est cette étape qui garantit que la pièce livrée en série n°1 sera identique à la pièce livrée en série n°10 000.
Le choix de la matière : au-delà de l'épaisseur, le coefficient élastique
Choisir une matière, ce n’est pas seulement choisir une épaisseur et une nuance pour sa résistance mécanique. C’est aussi anticiper son coefficient élastique, le module de Young, qui détermine le retour élastique de la tôle après le retrait du poinçon, c’est-à-dire la tendance du métal à revenir partiellement vers sa forme initiale une fois la contrainte de pliage relâchée.
Chaque matière réagit différemment : un acier S235 JR, un DD11 galvanisable, un S250 GD Z275, un aluminium H111 ou un inox n’ont pas le même module élastique, ni le même comportement à la limite d’élasticité. Pour une même cote d’angle visée, 90° par exemple, l’outil doit être calibré pour sur-plier légèrement, dans une mesure calculée spécifiquement pour la matière et l’épaisseur concernées, afin que l’angle final, après retour élastique, corresponde exactement à la cote du plan. C’est la différence entre « plier une tôle » et « garantir un angle exact et répétable, pièce après pièce, sur l’intégralité de la série ». Cette anticipation se fait en amont, au moment de la conception de l’outil à suivre, grâce à notre bureau d’études interne et à notre connaissance fine du comportement de chaque nuance, comme nous l’avons illustré lors de la co-conception d’un outil à suivre inox où le retour élastique de l’inox a été intégré dès la matrice.
Cinq finitions, un seul objectif : la durabilité de la liaison
Une même pièce de liaison peut être livrée selon plusieurs finitions, chacune répondant à un contexte d’utilisation et à un niveau d’exigence en matière de tenue à la corrosion :
| Finition | Protection contre la corrosion | Usages recommandés |
|---|---|---|
| Brut | Aucun traitement de surface | Pièces peintes en aval par le client, environnement intérieur sec. La solution la plus économique et la plus rapide à produire. |
| Zingué | Bonne : dépôt de zinc électrolytique, fin et régulier | Environnement intérieur ou modérément exposé, aspect homogène apprécié avant assemblage final. |
| Galvanisé | Élevée : couche de zinc nettement plus épaisse (tôle pré-galvanisée S250 GD Z275 ou galvanisation à chaud après formage) | Environnements extérieurs, construction métallique, matériel agricole. |
| Laqué | Selon le système de peinture appliqué | Exigence esthétique ou de teinte précise, notamment lorsque la pièce reste visible sur le produit fini. |
| Zinc Magnélis | Très élevée, y compris sur les bords découpés et zones cisaillées grâce à ses propriétés auto-cicatrisantes | Environnements les plus exigeants : exposition extérieure prolongée, contact avec des éléments agressifs. |
Le Zinc Magnélis, revêtement Zinc-Aluminium-Magnésium de nouvelle génération, est la solution que nous recommandons pour les environnements les plus sévères, et que de plus en plus de clients nous demandent.
Chez KUCHLY, une chaîne complète au service de la pièce de liaison
Ce qui garantit le résultat, c’est la maîtrise de l’ensemble de la chaîne sous un même toit : conception de l’outillage en interne, fabrication de nos outils à suivre, emboutissage et pliage, contrôle dimensionnel via les Échantillons Initiaux, choix de la matière avec son comportement élastique anticipé dès le bureau d’études, et sélection de la finition la plus cohérente avec l’usage final et le budget. C’est cette approche globale, et non un seul de ces paramètres isolément, qui fait qu’une pièce de liaison s’assemble correctement, série après série. Nous l’avons par exemple déployée pour une gamme complète de pièces de liaison pour charpente métallique, conçue et dimensionnée conjointement avec notre client.
Vous avez un projet de pièce de liaison à concevoir ou à industrialiser ? Nous étudions ensemble la tolérance, la matière et la finition les mieux adaptées à votre application.


