Le taraudage est le processus de fabrication d’un trou fileté dans un matériau solide en utilisant un outil appelé taraud. Avec le filetage, ce sont deux techniques couramment utilisées dans l’industrie de la fabrication de pièces mécaniques, en tôle ou en aluminium.

L’entreprise d’emboutissage KUCHLY vous propose tout son savoir-faire en solutions de taraudage intégré en outils à suivre ou combinés.
Nos machines de taraudage nous permettent des réalisations sous presse et en tôles fines.
Le taraudage utilise un taraud, une petite tige en acier avec des rainures en spirale coupantes sur sa surface. Lorsqu’il est inséré dans un trou préalablement percé, le taraud coupe les filets dans les parois du trou. Dans le cadre d’un outil à suivre sur presse nous avons tendance à utiliser des tarauds à refouler la matière. Ces tarauds ont deux avantages, ils ne génèrent pas de copeaux donc pas de problème lié à l’évacuation de celui-ci et ils déforment la matière donc génère un phénomène d’écrouissage qui rend le filetage plus résistant.
Le filetage est le processus de fabrication d’une série de rainures en spirale sur la surface extérieure d’une pièce, comme une vis ou un boulon. Les filets sont des éléments en relief ou en creux disposés en spirale sur la surface de la pièce.

Le taraudage et le filetage sont des techniques courantes pour connecter deux pièces mécaniques en utilisant un raccord fileté. Le taraudage crée des filets intérieurs dans un trou précédemment percé avec l’utilisation d’un taraud de la filière adaptée et d’un diamètre de millimètre spécifique, tandis que le filetage crée des filets extérieurs sur une pièce également avec l’utilisation d’un filière adaptée et d’un diamètre de millimètre spécifique.
Les deux techniques utilisent des outils de coupe pour couper des rainures en spirale dans le matériau. Cependant, la principale différence entre le taraudage et le filetage est que le taraudage crée des filets intérieurs tandis que le filetage crée des filets extérieurs.
Il existe trois types d’outils de taraudage : les tarauds manuels, les tarauds machines et les tarauds à refoulement de matière.
Les tarauds manuels sont utilisés pour les petites productions ou les travaux de maintenance. Ils sont généralement équipés d’un manche en T ou en L pour une utilisation manuelle que l’on nomme un tourne à gauche.
Les tarauds machines, en revanche, sont conçus pour être utilisés avec des machines-outils telles que des perceuses à colonne, des colonnes de taraudage, des centre de fraisage à commande numérique, des tours ou encore des électro-érosion par enfonçage permettant de tarauder les aciers trempés. Les tarauds machines sont capables de couper des filets plus rapidement et plus précisément que les tarauds manuels qui eux nécessite le plus souvent le passage d’un jeu de 3 tarauds successifs afin de faire d’ébauche, la forme et la finition. C’est bien sûr ce que nous utilisons dans notre entreprise pour réaliser les outillage de presse d’emboutissage.
Les tarauds à refouler la matière sont quant à eux utilisés pour le taraudage de tôle directement sur presse comme expliqué précédemment.
Le taraudage est largement utilisé dans l’industrie pour créer des filetages intérieurs dans des pièces en métal ou en aluminium. Les raccords filetés sont utilisés pour connecter des tuyaux, des vannes et d’autres composants dans les machines et les équipements industriels. Le taraudage est également utilisé dans la fabrication de moules, de matrices et d’autres outils de formage.
Le processus de taraudage implique plusieurs étapes importantes pour garantir un filetage précis et de qualité.
Cette étape consiste à préparer la pièce en fonction des spécifications du client, telles que les dimensions et les tolérances. La pièce est ensuite fixée solidement sur un étau ou une machine de taraudage pour éviter les vibrations ou les mouvements qui pourraient affecter la précision du filetage. Dans notre cas, ce sera un presse flanc qui maintiendra solidement la bande à tarauder.
L’outil doit être sélectionné en fonction des spécifications de la pièce à tarauder. Différents outils seront nécessaires selon la taille du filetage, le matériau de la pièce et la précision requise et le jeu de fonctionnement souhaité par le client.
Une fois l’outil choisi, il est positionné à l’entrée de la pièce à tarauder et aligné sur l’axe de la pièce. L’outil est enfoncé légèrement pour commencer à créer le filetage. La profondeur d’enfoncement doit être contrôlée avec précision pour garantir un filetage uniforme et régulier. Pour cela chez Kuchly nous utilisons des supports de taraud qui sont guidés et synchronisés en rotation et en translation afin d’obtenir le meilleur résultat de taraudage.
L’outil de taraudage est tourné manuellement ou par une machine de taraudage pour créer le filetage interne. Pendant ce processus, l’outil doit être maintenu à la bonne profondeur et dans l’axe de la pièce pour éviter les erreurs et les défauts. Celui ci est actionné par un moteur broche less qui permet de maitriser parfaitement les vitesses de rotations périférique du tarauds.
Une fois le filetage créé, il est important de vérifier sa qualité et sa précision.
Pour cela, des jauges de filetage que l’on appel couramment des “Go NoGO” sont utilisées pour mesurer le diamètre et le pas du filetage. Ce contrôle de qualité est essentiel pour s’assurer que le filetage est conforme aux spécifications du client.
Chez KUCHLY nous rajoutons un asservissement du comple du taraudage permetant de contrôler sur presse toute dérive de celui-ci indiquant un taraudage deffectueux. Cela nous permet de contrôler 100 % de nos production malgré les cadences élevés.
Dans le cas d’un taraudage classique, après la création du filetage, la pièce est nettoyée pour éliminer les copeaux de métal ou les résidus de lubrifiant. La pièce peut également être finie selon les spécifications du client, comme le polissage ou le traitement de surface, pour une finition optimale.
Le taraudage est une technique d’usinage complexe qui nécessite une grande précision et une expertise technique. Choisir une entreprise de taraudage de qualité professionnelle comme KUCHLY est ainsi essentiel pour garantir des filetages de haute qualité et une durabilité maximale des pièces mécaniques.
L’utilisation du taraudage sur mesure peut être un réel avantage, notamment pour les entreprises ayant des besoins spécifiques en matière de dimensions, de formes et de matériaux pour les pièces à usiner.
L’usine KUCHLY est de ce point spécialisée en taraudage depuis 1956. Grâce à nos technologies, la vitesse de la presse et du taraud peuvent être décorrélées, offrant une grande souplesse pour réaliser des taraudages précis et de haute qualité, même dans des matériaux difficiles à usiner tels que les tôles fines en acier de petite taille ou dans des matériaux à fort rétreint.
Nos entreprises clientes peuvent également proposer des conceptions personnalisées pour répondre aux exigences spécifiques de l’application, assurant de ce fait une meilleure durabilité et une performance idéale des pièces produites.

Le taraudage est une technique qui offre plusieurs avantages par rapport aux autres méthodes de connexion. En plus d’offrir une connexion plus forte et plus durable grâce aux filets qui s’engagent les uns dans les autres, le taraudage permet aussi d’obtenir des surfaces parfaitement usinées grâce aux mouvements contrôlés des outils coupants sur l’alésage. Cette précision et cette qualité du produit final permettent d’obtenir des pièces mécaniques hautement fiables et durables qui peuvent résister aux pressions et aux températures extrêmes sans risque de rupture.
De plus, le taraudage offre un rendement optimal grâce à un temps de production court, ce qui en fait un processus économique et efficace pour la production de pièces en grande quantité. En utilisant le taraudage, on peut créer des composants aux dimensions exactes qui correspondent aux spécifications du client.
Cependant, il convient de noter que le taraudage peut être plus difficile à réaliser que d’autres méthodes de connexion, en particulier dans les matériaux durs comme l’acier. En outre, la qualité du filetage dépend de la qualité de l’outil utilisé et de l’expérience de l’opérateur. Malgré cela, le taraud reste un outil essentiel pour usiner diverses pièces métalliques avec précision, qualité et durabilité.
Le choix entre le taraudage et le filetage dépend de plusieurs facteurs, tels que le matériau de la pièce, la taille et la forme du filetage, l’application de la pièce et les exigences de l’application.
En général, le taraudage est préférable lorsque des filets intérieurs sont nécessaires, tandis que le filetage est préférable lorsque des filets extérieurs sont nécessaires. Dans les applications avec lesquelles la durabilité et la résistance sont essentielles, le taraudage peut être préférable en raison de la connexion plus forte et plus durable qu’il offre.
Néanmoins, dans les applications où l’installation simple est importante, le filetage peut être préférable en raison de sa facilité d’installation.

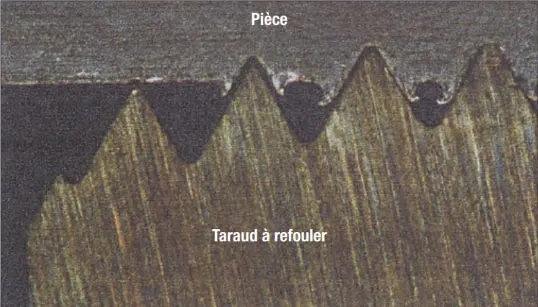
Le taraudage par déformation ou par refoulement est un procédé de taraudage qui permet de réaliser des filetages femelles sans copeaux, par déformation à froid. Ce procédé est particulier, car il se distingue du taraudage classique par l’absence de copeaux à évacuer, ce qui augmente la sécurité du process.
Le taraudage par refoulement est réalisé en imprimant les dents du taraud dans la pièce par roulage intérieur. Ensuite, sous la contrainte, la matière se calque sur l’image négative du taraud, correspondant aux procédés de déformation plastique de compression. Cette opération est effectuée dans un trou préalablement réalisé et calibré. Ces deux opérations successives confèrent à la pièce en acier une forte résistance du fait d’un écrouissage de la matière.
Le taraud à refouler a un angle d’entrée conique dans la matière ainsi qu’une partie cylindrique de guidage, ce qui rend la déformation plus progressive lors du taraudage. Dans le cas de KUCHLY, la vitesse de pénétration du taraud et sa lubrification peuvent être réglées pour demander au métal de travailler dans les meilleures conditions de déformation, en fonction des tôles utilisées, sans aller jusqu’à la rupture de la matière.
Les avantages du taraudage par refoulement varient en fonction de la matière utilisée (acier, bois, plastique), mais ils incluent généralement un bon état de surface et une solidité statique et dynamique élevée du taraudage.
Notre entreprise, Kuchly, possède une grande expertise en matière d’emboutissage et de taraudage, ce qui nous permet de concevoir des taraudages sur mesure intégrés directement dans l’outillage. Nous sommes en mesure de conseiller nos clients sur les différentes formes et les types d’outillage à utiliser en fonction de leurs besoins spécifiques. Nous tenons également compte des différents métaux à utiliser, qu’il s’agisse d’acier doux ou de haute limite élastique, galvanisé ou non, laiton, cuivre, aluminium ou inox, qu’il soit alimentaire ou non.
Chez Kuchly, nous sommes capables de proposer plusieurs solutions pour la réalisation de taraudages, que ce soit en reprise ou en automatique. Nous concevons et réalisons les outillages en interne, ce qui nous permet de proposer des éléments de taraudages adaptés aux besoins spécifiques de nos clients, du M3 au M12. Notre expérience en emboutissage et taraudage nous permet de garantir la qualité de nos taraudages par refoulement, pour une grande souplesse et une qualité de taraudage optimale.
Notre entreprise de découpe pliage et d’emboutissage KUCHLY, créée en 1956, a acquis tout au long de ses années l’expérience lui permettant de conseiller ses clients dans les différents choix de formes, de type d’outillage à mettre en œuvre et des métaux à employer en fonction des applications : Acier doux ou HLE (Haute limite élastique) galvanisée ou non, laiton, cuivre, aluminium et l’inox alimentaire ou non.
Nous sommes en mesure de proposer différentes solutions pour la réalisation des taraudages que ce soit en reprise ou en automatique. Nous concevons et réalisons les outillages en interne et nous sommes donc en mesure de prévoir des éléments de taraudages adaptés au besoin du client du M3 au M12.