Le poinçonnage de tôle et de grands flancs en petites et en moyennes séries constitue une importante contrainte de fabrication, car ces séries vont généralement de pair avec la multiplicité des types pièces à produire auxquelles l’entreprise KUCHLY, spécialisée en emboutissage de métaux, sait répondre.
Principe de poinçonnage
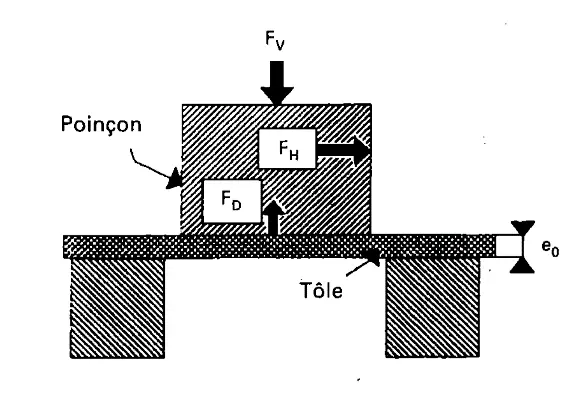
Le poinçonnage consiste à découper dans une tôle une forme pleine à l’aide d’un poinçon et d’une matrice.
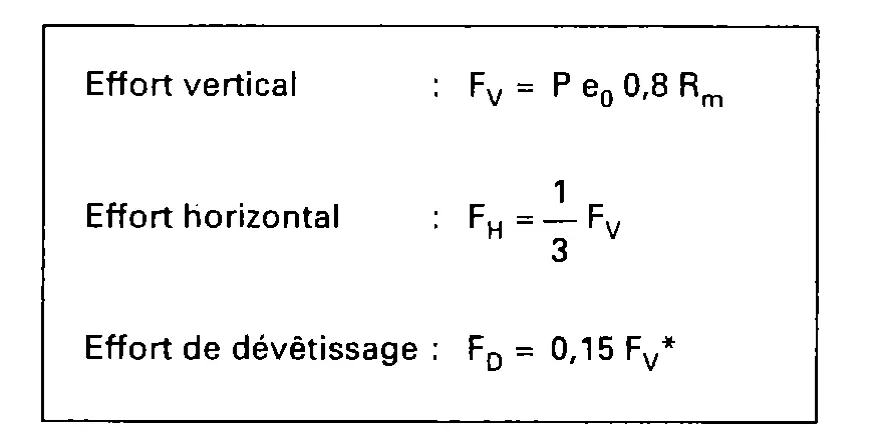
Le poinçon exerce une force supérieure à la résistance de la tôle. Cette force (Fv) nécessaire se calcule : elle est proportionnelle au périmètre de coupe (P), à l’épaisseur de la tôle (e0) et à la résistance mécanique de la tôle (Rm).
Découpe par poinçonnage
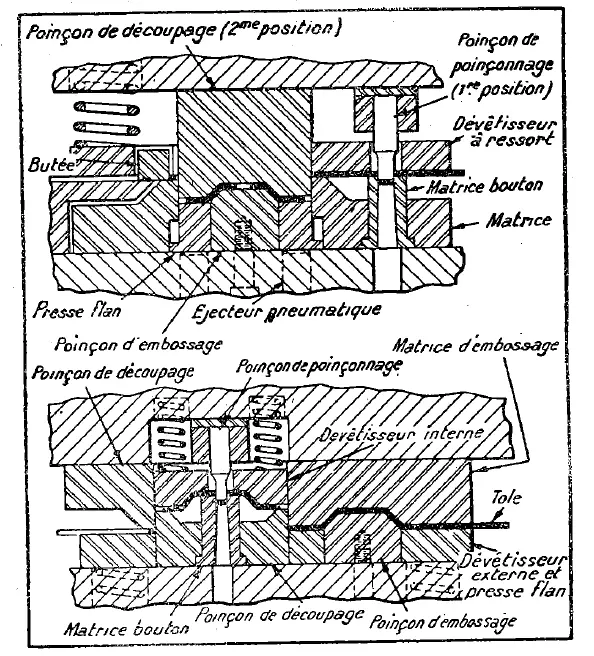
Dans la découpe par poinçonnage, c’est la tôle qui se déplace pour effectuer les différentes découpes soit par des positionnements de butées mécaniques, soit par le mouvement d’une table XY soit par l’actionnement d’un amenage de bande.
Chez KUCHLY, nous avons la possibilité de réaliser, conjointement dans le même outil, du détourage de pièce, de l’emboutissage et pour finir du poinçonnage ce qui permet de garantir le calibrage de la forme découpée.
Détermination des efforts de découpage par poinçonnage
Les efforts de découpage (Force de poinçonnage F) en (DaN) sont calculés par une formule simple qui a l’avantage de fournir une bonne approximation sur l’effort nécessaire.
Cet effort est proportionnel au périmètre, à l’épaisseur et à 0,8 X la résistance mécanique des matériaux. La force de découpe est égale au périmètre en mm multipliée par l’épaisseur en mm multipliée par la résistance pratique au cisaillement en DaN/mm².
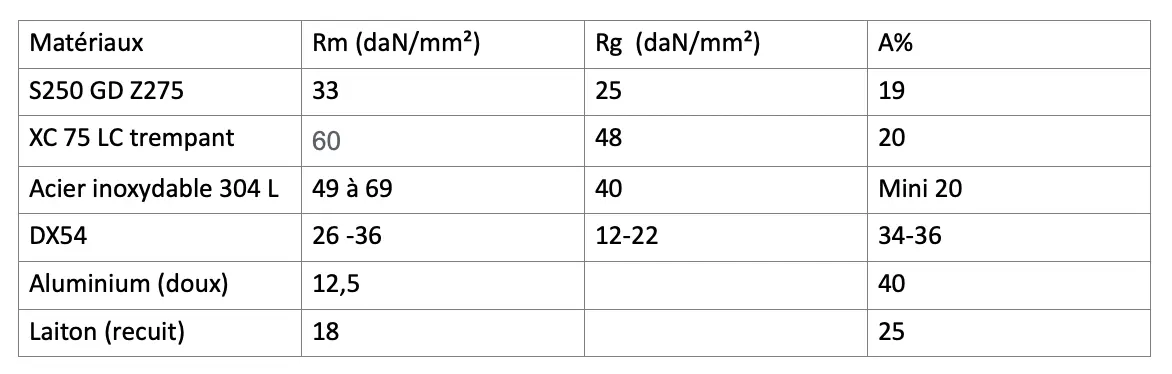
Pour info : 1000 DaN = 1 tonne de force La formule précédente nécessite l’utilisation de Rg résistance à la rupture par extension ou résistance pratique au cisaillement (exprimé en daN/mm2).
On admet généralement que Rg correspond à 0,8 x Rm Rg : résistance à la rupture par extension (daN/mm2)