Ce guide technique présente les principes fondamentaux de l’emboutissage industriel : procédé de déformation, comportement des métaux à froid, choix des nuances, défauts courants et techniques de production.
Rédigé par les équipes KUCHLY, spécialiste de l’emboutissage depuis 1956 à Réding en Moselle.

Maîtriser les interactions précises entre le poinçon, la matrice et la lubrification est essentiel pour transformer des flans métalliques en corps creux complexes tout en garantissant une répétabilité géométrique totale.
En explorant les mécanismes de l’emboutissage et de la déformation à froid, ce guide vous détaille comment optimiser les cadences de production tout en renforçant la résistance mécanique de vos alliages d’acier, d’inox ou d’aluminium grâce au phénomène d’écrouissage.
Découvrez notre service d’emboutissage industriel sur mesure.
Définition de l’emboutissage :
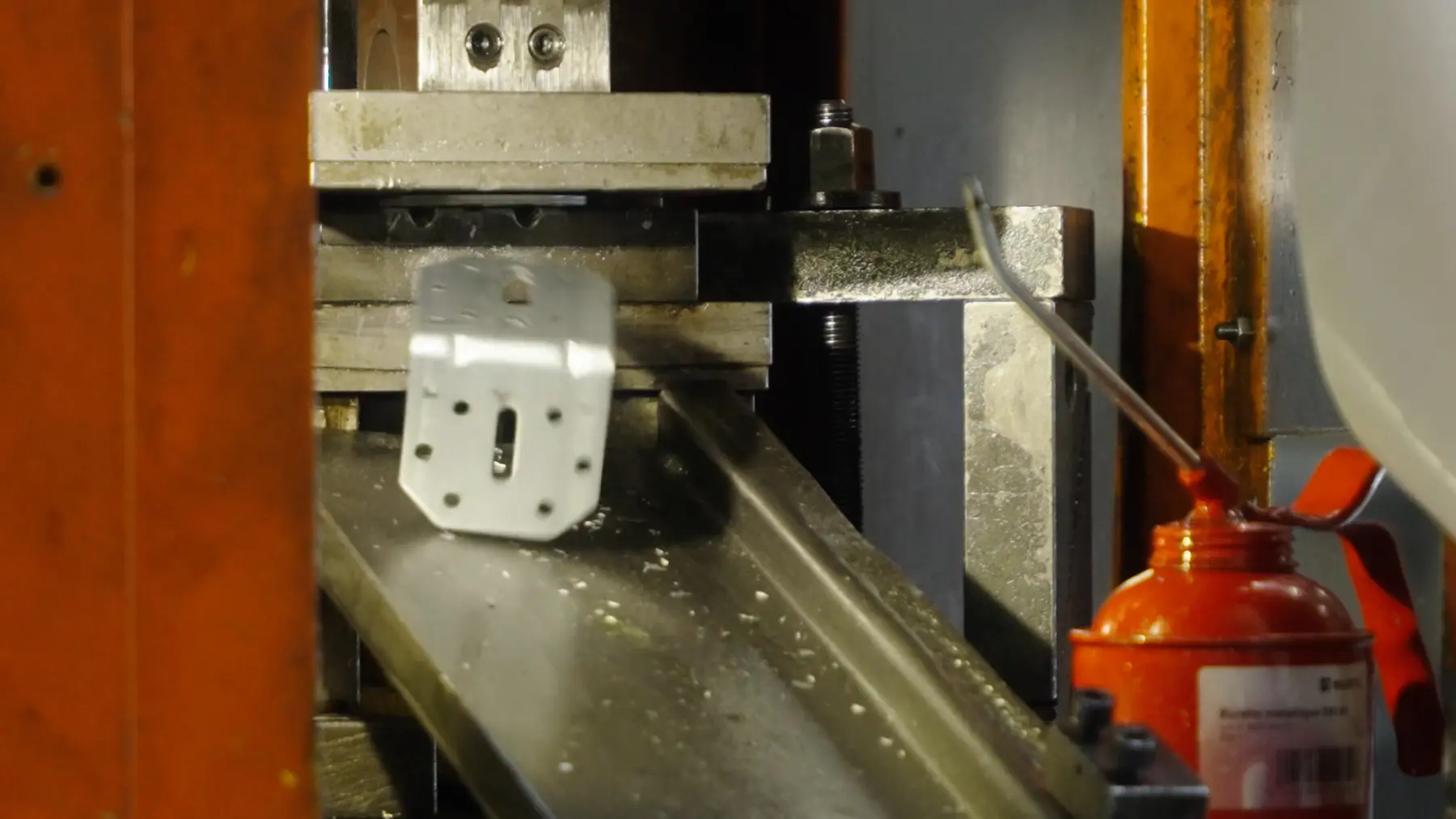
L’emboutissage est un procédé de formage à froid consistant à transformer une feuille de métal plane (le flan) en une pièce creuse ou de forme complexe. Sous l'action d'une presse, un poinçon étire le métal dans une matrice pour dépasser sa limite élastique, provoquant une déformation plastique permanente sans enlèvement de matière.
Pour comprendre l’efficacité de ce procédé, il faut observer de près la cinématique et la mécanique interne de l’opération.
La précision de l’emboutissage repose sur la synergie de trois composants fondamentaux :
Une production industrielle stable suit un cycle rigoureux en quatre étapes clés :

La tribologie (l’étude des frottements et de l’usure) est au cœur de notre expertise. Une lubrification adaptée est indispensable pour :
L’emboutissage repose sur une compréhension fine de la physique des matériaux et de leur comportement sous contrainte.
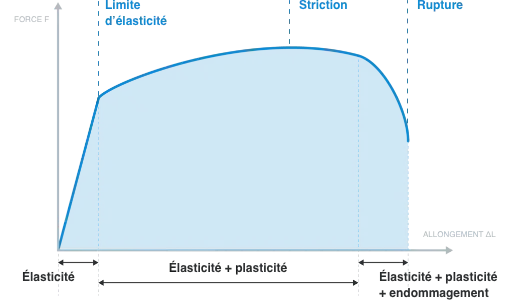
Tout métal possède une limite d’élasticité. En dessous de ce seuil, le matériau reprend sa forme initiale dès que la pression s’arrête. Pour réussir un formage permanent, il est impératif de dépasser cette limite pour entrer dans la zone de plasticité.
C’est dans cette plage précise que la forme devient définitive. Le réglage de la presse doit être d’une précision chirurgicale : il s’agit d’étirer la matière sans jamais atteindre son point de rupture : l’étude de la courbe de traction de chaque alliage permet de définir ces limites et de garantir l’intégrité structurelle de la pièce.
Le choix d’une nuance d’acier, d’inox ou d’aluminium dépend de trois indicateurs mécaniques fondamentaux :
Une mauvaise corrélation entre ces paramètres et la géométrie souhaitée peut entraîner l’apparition de criques (micro-fissures). Une sélection rigoureuse de la nuance, adaptée à la profondeur de l’emboutissage, est la première étape d’une production de qualité.
Même avec un outillage de haute précision, le comportement du métal peut varier. Identifier les défauts en amont est la clé pour garantir la conformité des séries.
Le succès d’une pièce emboutie dépend de l’équilibre entre la force de frappe et la fluidité du métal. Deux défauts majeurs guettent chaque mise en production :
La maîtrise de la qualité chez KUCHLY passe par un contrôle strict de l’amincissement de la tôle. Nous veillons à ce que la répartition des épaisseurs reste homogène, évitant ainsi les points de fragilité structurelle sur vos composants.
Le retour élastique est une réaction physique inévitable : après la frappe, le métal a tendance à vouloir reprendre partiellement sa forme initiale.
Pour compenser cette « mémoire » de la matière, notre bureau d’études conçoit des outillages qui anticipent ce retrait. Par des techniques de sur-pliage ou de géométries compensatrices, nous livrons des pièces finales parfaitement conformes aux tolérances de vos plans techniques.
La vigilance est maximale sur les rayons de courbure où peuvent apparaître des criques (micro-fissures).
Nos protocoles de contrôle qualité incluent des vérifications métrologiques régulières tout au long de la production pour s’assurer qu’aucune dérive ne vienne altérer la résistance mécanique de vos alliages.

L’emboutissage n’est pas seulement un procédé de mise en forme, c’est un choix stratégique qui combine performance économique et amélioration des propriétés mécaniques.
L’un des atouts majeurs de l’emboutissage réside dans son efficience matière. Contrairement à l’usinage, il n’y a aucun enlèvement de copeaux. Le volume de métal du flan initial se retrouve intégralement dans la pièce finie.
C’est un avantage technique souvent méconnu : l’emboutissage à froid provoque un écrouissage du métal. En se déformant, la structure moléculaire du matériau se condense, ce qui augmente sa dureté et sa limite élastique.
Résultat : une pièce emboutie est souvent plus rigide et plus résistante qu’une pièce réalisée par d’autres procédés de formage, permettant parfois de réduire l’épaisseur initiale de la tôle pour un gain de poids sans perte de solidité.
Si le pliage est adapté aux formes simples et aux petites séries, l’emboutissage s’impose dès que la géométrie devient complexe ou « non développable » (formes bombées, cuves, corps creux).
Contrairement au repoussage, il garantit une homogénéité parfaite de l’épaisseur sur toute la série, un critère critique pour les secteurs du bâtiment ou de l’industrie lourde.
Selon la géométrie et la complexité de vos pièces, nous adaptons la méthode de frappe pour garantir un résultat optimal.
Le choix de la méthode dépend de la profondeur et de la précision requise :
L’emboutissage profond s’impose lorsque la profondeur de la pièce dépasse son diamètre.
Cette technique, qui nécessite souvent plusieurs passes successives, permet de fabriquer des composants tels que des bols, des gâches inox ou des carters spécifiques. La matière y subit un étirement extrême, rendant la maîtrise de la lubrification et du choix des alliages (acier, inox) totalement vitale.
Pour approfondir les mécanismes physiques liés au formage de corps creux, vous pouvez consulter notre dossier dédié à l’emboutissage profond.
Pour optimiser vos coûts de production, nous intégrons des fonctions supplémentaires directement sous presse. Notre innovation majeure est le taraudage par refoulement.
Le succès d’un projet repose sur l’adéquation entre la complexité de la forme et la nuance métallique choisie. Chaque matériau possède un coefficient de ductilité spécifique.
L’aluminium se distingue par sa légèreté et sa résistance naturelle à l’oxydation. C’est un métal très ductile mais délicat : il demande une précision extrême sur les rayons de matrice pour éviter tout risque de déchirure. Il est le choix privilégié pour le gain de poids dans le transport et l’agroalimentaire.
L’un des grands avantages de l’emboutissage chez KUCHLY est la capacité à transformer des tôles pré-revêtues. Le formage à froid, s’il est bien maîtrisé, préserve l’intégrité des traitements de surface :
Passer de la théorie technique à la réalité industrielle demande un partenaire capable de maîtriser chaque étape, du choix de la nuance d’acier à la conception de l’outillage de précision sous presse.
Chez KUCHLY, nous ne sommes pas de simples sous-traitants, mais des concepteurs d’outillages. Notre bureau d’études interne maîtrise la fabrication des poinçons, des matrices et des outils à suivre.
Situé au cœur de la Moselle, notre site de production allie puissance et polyvalence pour répondre aux exigences des secteurs du bâtiment et de l’industrie :

L’emboutissage industriel est le levier idéal pour produire des formes complexes à haute cadence tout en optimisant vos ressources métalliques. En sollicitant l’expertise de KUCHLY dès la phase de conception, vous bénéficiez d’une intégration parfaite entre l’usinage de vos outils et la production de vos séries, garantissant ainsi la fiabilité de vos composants.
Vous avez un projet de pièce emboutie ? Faites appel à un expert du formage pour vos moyennes et grandes séries.
Le pliage permet de réaliser des angles droits ou obtus sur une ligne droite. L’emboutissage, lui, permet d’obtenir des formes non-développables (bombées, creuses, circulaires) en étirant la matière. C’est le procédé indispensable pour les pièces complexes qu’un simple pliage ne peut former.
Lors de l’étirage, notamment en emboutissage profond, un léger amincissement de la matière est inévitable dans les zones de forte déformation (rayons de fond). Une maîtrise précise de la pression du serre-flan et une lubrification adaptée permettent de contrôler ce flux pour maintenir l’amincissement dans les limites de tolérance mécanique de votre cahier des charges.
Pour garantir la faisabilité d’une pièce, nous analysons trois indicateurs :
Oui, mais cela représente un défi technique supérieur. L’asymétrie crée des tensions inégales dans la matière. Pour compenser ce déséquilibre, nos concepteurs d’outillages utilisent des joncs de retenue ou des pressions de serre-flan différenciées afin de freiner ou de libérer le flux de métal de manière localisée.
Le retour élastique est la tendance naturelle du métal à reprendre partiellement sa forme initiale après la frappe. Ce phénomène est particulièrement marqué sur les aciers Inox et HLE. Nous intégrons cette variable dès la conception de l’outillage en appliquant des angles de « sur-pliage » ou des géométries compensatrices pour obtenir une pièce finale conforme à vos tolérances.
La plupart des métaux dits ductiles (capables d’être étirés sans rompre) sont éligibles. L’acier doux, l’inox, l’aluminium et le cuivre sont les plus fréquents. Le succès de l’opération dépend du taux d’allongement (A%) de la nuance choisie : plus ce taux est élevé, plus la matière accepte des déformations profondes sans risque de criques.