punching of sheet metal and large blanks in small and medium series constitutes a significant manufacturing constraint, as these series generally go hand in hand with the multiplicity of types of parts to be produced, to which KUCHLY, specialized in metal stamping, knows how to respond.
Principle of punching
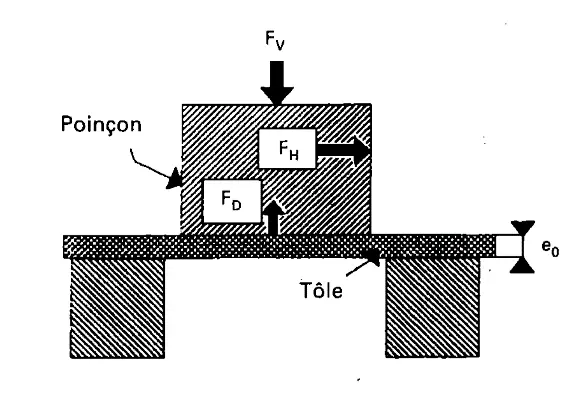
punching consists of cutting a solid shape in a sheet metal using a punch and a die.
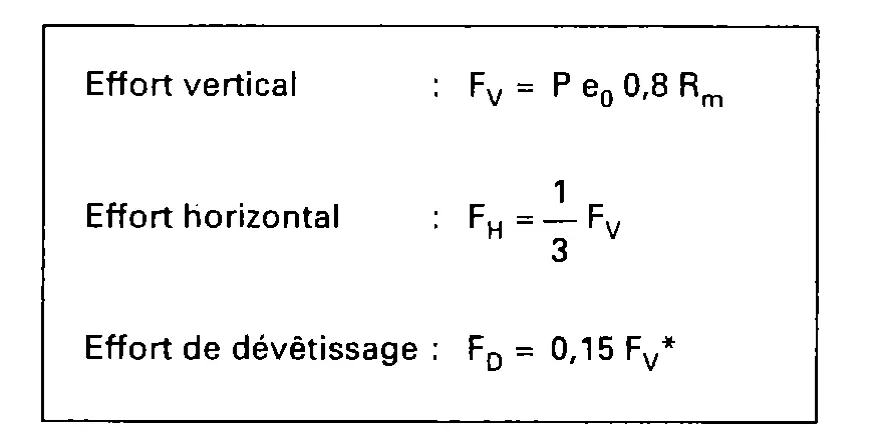
The punch exerts a force greater than the resistance of the sheet metal. This necessary force (Fv) is calculated: it is proportional to the cutting perimeter (P), the thickness of the sheet (e0), and the mechanical strength of the sheet (Rm).
Cutting by punching
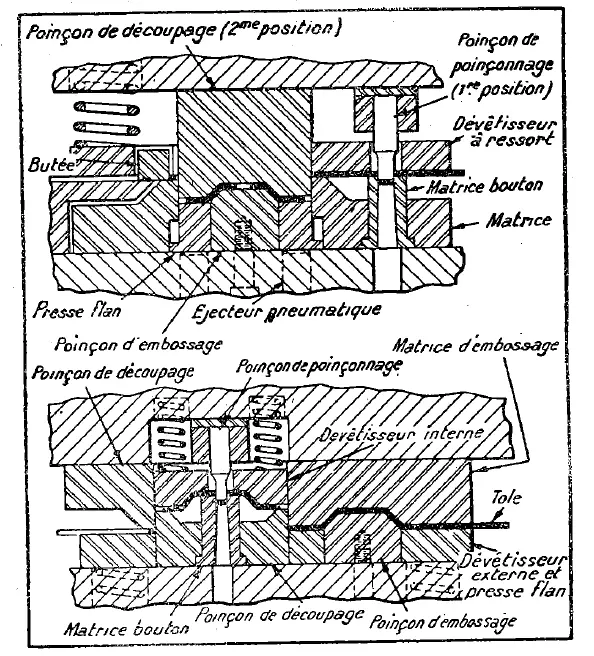
In cutting by punching, it is the sheet metal that moves to perform the various cuts, either by mechanical stop positioning, by the movement of an XY table, or by the actuation of a strip feeding system.
At KUCHLY, we have the ability to perform, jointly in the same tool, part contouring, stamping, and finally punching, which ensures the calibration of the cut shape.
Determination of sheet metal cutting Forces by punching
The sheet metal cutting forces (punching Force F) in (DaN) are calculated using a simple formula that has the advantage of providing a good approximation of the necessary effort.
This effort is proportional to the perimeter, to the “thickness and to 0.8 X the mechanical strength of the materials. The cutting force is equal to the perimeter in mm multiplied by the” thickness in mm multiplied by the practical shear strength in DaN/mm².
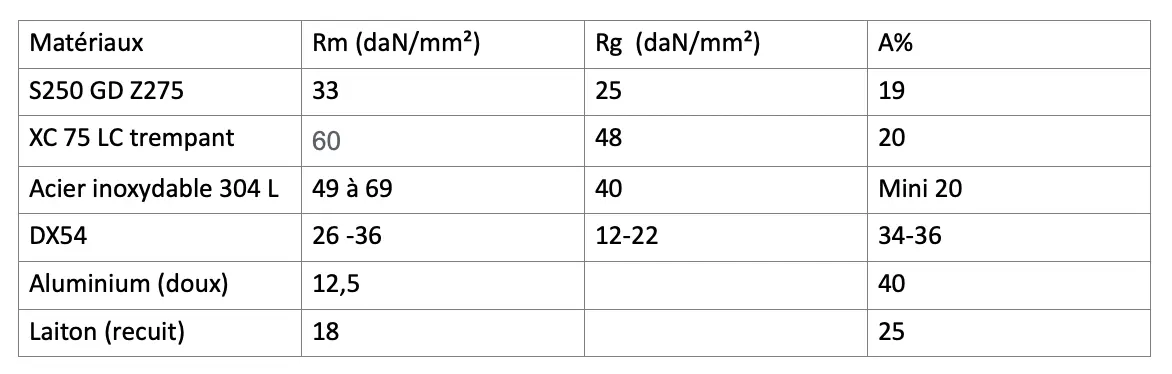
For information: 1000 DaN = 1 ton of force. The previous formula requires the use of Rg, the tensile breaking strength or practical shear strength (expressed in daN/mm2).
It is generally accepted that Rg corresponds to 0.8 x Rm. Rg: tensile breaking strength (daN/mm2)