sheet metal bending consists of deforming metal along a straight line at a defined position. Several industrial bending techniques are used within our company, on sheet metal, steel, stainless steel, or aluminum.
For sheet metal bending, we use a bending punch that gives the sheet metal its inner shape according to its radius and a V-die that provides two lines of resistance to the sheet metal, allowing it to bend.
This bending technique is often used for simple and accessible bends, such as in sheet metal work, for sheet metal bending in the air or by striking.
In certain cases, we are able to utilize all our expertise to implement more complex bending methods, allowing us to reach areas not accessible with standard bending, on complex bending shapes, requiring good efficiency, or on materials that already have a finished appearance such as lacquered, galvanized, or zinc-coated sheet metal.
For applications in metal structures requiring a more rigid fold, we are able to add stiffeners or reinforcements by deforming the material with the addition of embossments in the bent sheet metal.
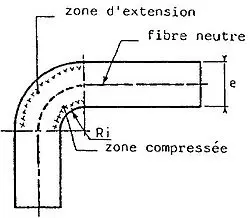
Stamping a sheet metal involves imposing a fold and deformation of the steel surface identical to the punch and die to give it volume by exceeding the elastic limit of the metal alloy material.
The stamping process involves working the metal “up to permissible deformations for the material, without going to” the point of sheet metal rupture. In practice, the “final thickness of the formed sheet remains essentially equal to the” initial thickness of the metal.
Through the stamping process, in the manufacture of progressive dies and stamping tools, we may need to pass through successive deformations of the sheet metal, using presses, to avoid metal ruptures, especially for deep drawing operations.
For this, KUCHLY, the cutting, bending, and stamping company established in 1956, has acquired years of experience allowing it to best respond to the challenges of its industrial clients. We have internally developed and improved over the years custom sheet metal bending, particularly with the technique known as roller bending.
This technique, where the realization is fully internalized in our R&D, allows us to bend at high speed and thus achieve high production rates on galvanized or lacquered steel sheets without damaging the appearance, as the forces applied to the sheet are progressive and uniformly distributed with very good precision in terms of process repeatability capability for the angle.
Another bending technique called press brake bending gives good results on sheet metal bending, whether with a V-die and punch or with the roller technique (where the entire roller and die are in contact with the custom-bent sheet metal). This press brake technique allows, if the fold definition requires, the addition of ribs acting as stiffeners.

To meet our clients’ needs for speed and flexibility in production, we have a whole range of adjustable bending tools allowing us to respond to the greatest number of sheet metal bending for aluminum, steel, stainless steel, brass, and copper.
Whether it’s a simple or double bend (U-bending in a single operation). These are performed at our facility in one go, meaning that with each actuation of the mechanical clutch press, a few seconds are sufficient to produce the desired fold, unlike much slower hydraulic presses. We also have adjustable tools allowing us to perform two inverted bends (stair or Z-bending) in a single operation.
In some cases, the piece desired by the client requires multiple bends, in the same or opposite directions. Industrial parts often require more elaborate bending techniques due to the desired efficiency and production volumes. In industrial bending, these techniques allow for simultaneous execution of multiple consecutive folds without the need for additional adjustments or successive manual positioning.
We are capable of designing and producing in-house complex bending tools either with strip lifting systems, mobile dies and guides allowing the use of reverse bending techniques depending on the tool level, bending rollers in punch or integrated die, or even the combination of several techniques if the complexity of the part requires it, and this in transfer tools or combined with cutting, stamping and tapping operations in progressive dies.

Depending on the applications, it may be necessary to add reinforcement to the bend to make it more rigid, especially in metal structure applications. This is an interesting technique for right-angle or open bends if space allows.
For this type of industrial bending, we use shaped punches and dies to simultaneously perform sheet metal bending and ribbing. The result obtained is more homogeneous and allows us not to be dependent on material batches and their mechanical characteristics, Yield Strength Re, Ultimate Tensile Strength Rm and elongation A% (see paragraph on cold deformation of metals in the stamping page).

ZAC Horizon Rue du Levant
57445 Reding
+33 (0)3 87 03 21 65
contact@kuchly-sa.fr